

Incada is a multilayered Folding Box Board (FBB) entirely based on fresh fibres. Specific fibre compositions are used for the various layers in the construction to optimise performance. The outer layers consist of bleached chemical sulphate pulp and the middle layers of mechanically separated fibers (RMP-pulp). Fibres for the different layers are treated in different ways to tailor the paperboard construction to the intended use.
The benefits of this multilayered FBB lies in the construction itself. The outer layers of sulphate pulp with its application of a double coating provide the foundation for a smooth surface which is finished by machine glazing to meet the high demands of printing and foiling. The middle layers consisting of mechanical pulp provides high bulk and stiffness. Treatment of fibres for the middle layers in the construction are also targeted to optimise productivity in carton manufacturing, erecting and filling processes.
Incada is manufactured from fresh fibres of known and traceable origin and produced at a site where pulp production is integrated with the paperboard mill. This combined with the inherent stability of our chosen manufacturing process ensures a repeatable and predictable performance of the product for converting and use.
All Incada products are manufactured from fresh fibres and the manufacturing process is trimmed to assure the best hygienic, odour and taste neutral properties. All raw materials used in the making of Incada are approved for food contact according to current regulations.
Incada in use
The fully coated printing surfaces of the Incada family are designed to meet the high demands of image reproduction in printing and surface treatment methods such as hot-foil, foil- and film application for the packaging and commercial print industry. The smooth surface and fast ink-setting properties of Incada support high productivity in both printing and foil applications. Inks on the market that are designed for use on fully coated surfaces can be used on the full range of Incada products. Incada can be printed using offset-litho, gravure, flexo, screen and selected digital printing processes. Incada products are not suitable for web-offset or heatset printing.
Adjustments in the prepress operation and the choice of ICC profiles can be done in the same way as for a medium- to fully coated fine paper. When performing repro for delicate work or if a major part of your production is running on Incada, you may benefit from creating your own dedicated ICC profiles for Incada in your selected process environment.
Incada works well in most digital printing presses on the market today. Incada is suitable for many digital printing and converting applications, but due to the multitude of printing engines and the rapid development of both inks/toners and machinery, we recommend that you contact our technical service personnel for assistance.
Incada can be sheet laminated over the print with cellulose acetate or oriented polypropylene (OPP) for a high gloss appearance.
Incada’s stiffness and baseboard performance will support full speed printing and post-print production. Creasing and embossing can be performed efficiently and with good results. Recommendations for creasing are provided in this document. With regard to knife- and embossing tool geometry, we advise you to contact your supplier.
Incada can be glued with both emulsion (water-based) and hot melt adhesives. With both types of adhesive, initial tack, fibre tear and secure mature bonds can be achieved over a wide range of speeds and conditions of use.
Creasing recommendations
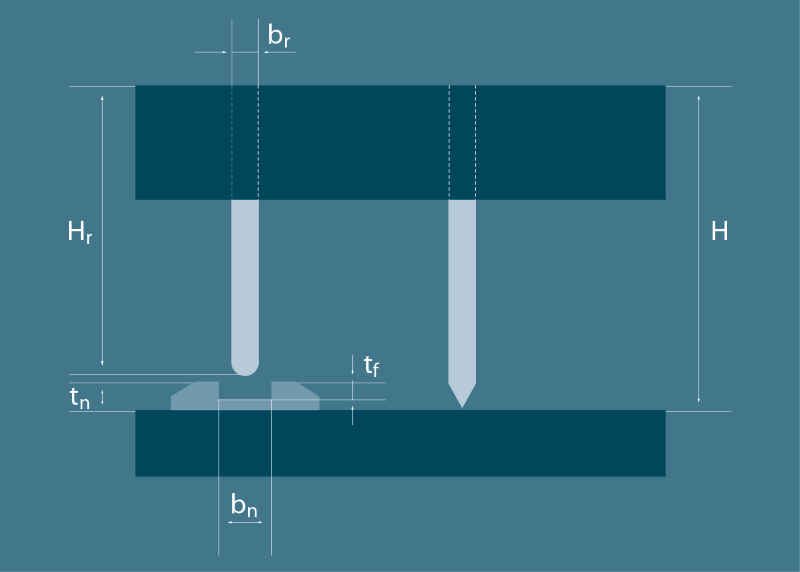
Please observe that these are general recommendations and that adjustments might be necessary in each case.
| Height of cutting rule, H=23.8 mm Groove depth,t f=tn-0.1 mm |
|||||
| Groove width ¹),bn | Creasing rule | ||||
| Paperboard Thickness1) (µm) |
MD2) (mm)
|
CD2) (mm)
|
Matrix thickness3), tn (mm)
|
Height, Hr (mm)
|
Thickness, br (mm)
|
| 300 | 1.1 | 1.2 | 0.5 | 23.3 | 0.7 |
| 350 | 1.1 | 1.2 | 0.5 | 23.3 | 0.7 |
| 400 | 1.2 | 1.3 | 0.5 | 23.3 | 0.7 |
| 450 | 1.3 | 1.4 | 0.5 | 23.3 | 0.7 |
| 500 | 1.3 | 1.4 | 0.6 | 23.2 | 0.7 |
| 550 | 1.4 | 1.5 | 0.6 | 23.2 | 0.7 |
| 550 | 1.6 | 1.7 | 0.6 | 23.2 | 1.05 |
| 600 | 1.7 | 1.8 | 0.7 | 23.1 | 1.05 |
| 650 | 1.7 | 1.8 | 0.7 | 23.1 | 1.05 |
| 700 | 1.8 | 1.9 | 0.8 | 23.0 | 1.05 |
| 750 | 1.9 | 2.0 | 0.8 | 23.0 | 1.05 |
| 800 | 2.0 | 2.1 | 0.9 | 22.9 | 1.05 |
| 1) Maximum recommended tolerance on groove width ±0.2 mm 2) MD = Creases parallel to the machine direction, CD = Creases parallel to the cross direction 3) Matrix (Pertinax) |
|||||